
שנתיים אחרי קניית מדפסת תלת מימד ביתית – פוסט שני על תחזוקה, תיקון תקלות ונפלאות תוכנת העריכה
הפוסט הקודם עסק בצעצוע החדש של הילדים – מדפסת תלת מימד ביתית Ender 3.
מאז עברו כשנתיים, בהן לצד חודשים ארוכים ללא שימוש, התלהב פעם בכמה זמן מישהו מבני הבית והפעיל את המדפסת ימים ארוכים.
עם הזמן, הבנו שבניגוד לרושם הראשוני של משהו שפשוט להפעלה בערך כמו מדפסת דיו ביתית, עדיין יש פה כמה הבדלים. כיאה למשהו שהגיע בקיט להרכבה עצמית, המדפסת דורשת אחזקה שגרתית, החל מפילוס משטח ההדפסה מדי כמה זמן ועד סבב חיזוק ברגים ורצועות שיתואר בהמשך, מדי כמה חודשים. הפילמנט רגיש ללחות ונשמר בין ההדפסות בשקית זיפ-לוק עם שקיות סיליקה. המדפסת נמצאת אצלנו במרפסת, קרביה גלויים וכדי שלא יצטבר עליה אבק אנו מכסים אותה בפיסת בד גדולה כשאינה בשימוש. המוצרים המודפסים דורשים ניקוי, קילוף תמיכות, לעתים גם שיוף. תוכנת הפריסה, המתווכת בין קובץ STL שהורדנו מהרשת לבין המדפסת, מכילה אופציות רבות שרובן אינן בשימוש ובהתחלה אפשר להסתפק בפרופיל סטנדרטי או להוריד פרופיל מאחד האתרים המתמחים. כאשר התקלות מצטברות, זה זמן לצלול עמוק יותר ולראות מה בתוכנת העריכה יכול לסייע לנו להתגבר על חלקים במדפסת שלא מתנהגים כמצופה.
הבחירה במדפסת FDM ולא במדפסת רזין נראית נכונה יותר לשימוש ביתי. מדפסת רזין מאפשרת איכות הדפסה גבוהה יותר, אבל כנראה עדינה מדי לשימוש לא מקצועי, מחייבת איוורור, החומרים המתכלים יקרים הרבה יותר, בייחוד אם מדפיסים הדפסות קטנות מדי פעם ולא “פס ייצור”, והרבה פחות עמידים לאחסנה ממושכת.
אנו מדפיסים ב- PLA בלבד, ולכן פטורים מסתימות שמקורן בפילמנט שנשאר בצנרת והתקשה בעת שימוש בפילמנט אחר בעל טמפרטורת התכה אחרת. אבל כמובן לא מסתימות אחרות ומעצבנות לא פחות.
המדבקה המקורית על משטח ההדפסה הוחלפה במדבקת PEI – חלקה יותר מהמקורית וקל יותר לנתק ממנה את ההדפסה. ניתוק ההדפסה מהמשטח מלווה לעתים בכיפוף משטח הפלסטיק. יש להקפיד ליישר אותו ע”י כיפוף נגדי כיוון שמשטח הפלסטיק מוצמד למשטח ההדפסה עם קליפסים בהיקף, וכל עקמומיות במשטח תבוא לידי ביטוי ברמת הצמדת הדגם למשטח ובאיכות השכבות התחתונות. פיתרון אחר ומעט יקר יותר הוא החלפת המשטח הפלסטי במשטח מגנטי ועליו מדבקת PEI.
נוספה דיזה צרה יותר 0.2 מ”מ, להדפסות עדינות. בסירטון הסבר על ההבדלים בינה לבין דיזה 0.4 מ”מ איתה הגיעה המדפסת, וגם הסבר מצולם ויעיל איך להחליף דיזה. עד שגיליתי את הסירטון נהגתי להתחרבש עם המפתח הפתוח שהגיע עם המדפסת.
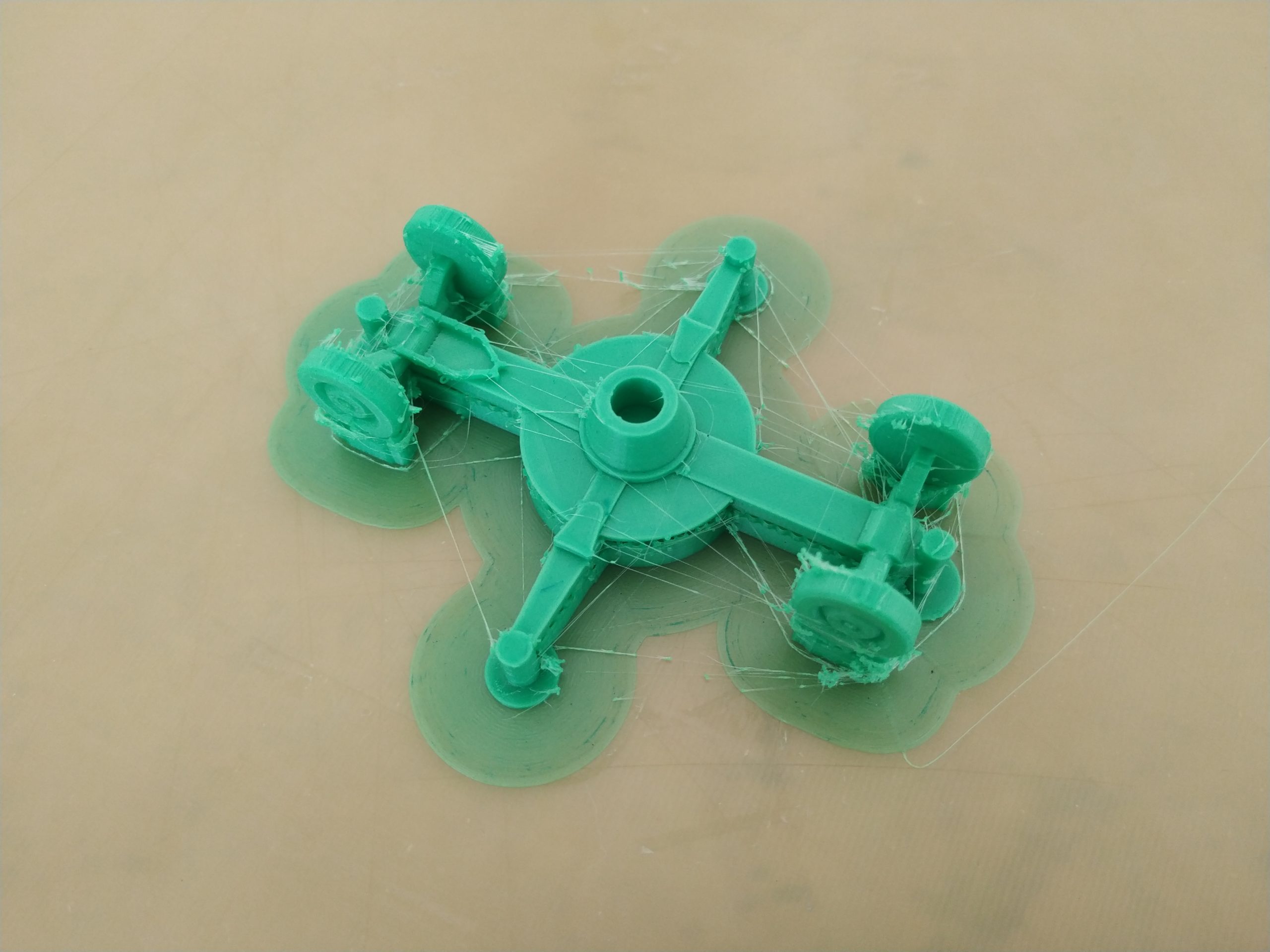
מכת “חוטים”, stringing בלעז, שלחה אותי לחפש מזור במדריכים ברשת. תארו לכם הדפסת חלק בצורת האות U, הנעשית שכבה אחרי שכבה, וכאשר ראש ההדפסה מדלג מצד לצד, הוא מותיר אחריו מעין רשת קורי עכביש:
 אפשר למצוא בקלות מדריכים מקוטלגים ומצולמים לבעיות הדפסה, לדוגמא כאן. יש בעיות הדפסה שתיפתרנה בניסוי וטעיה ע”י שינוי של 10 מעלות לכאן או לכאן בטמפרטורת הראש, או שינוי קל במהירות ההדפסה. הפילמנט מתוצרת אחרת מאשר קודמו, משהו במערכת המכנית נשחק – כאמור, ניסוי וטעיה.
אפשר למצוא בקלות מדריכים מקוטלגים ומצולמים לבעיות הדפסה, לדוגמא כאן. יש בעיות הדפסה שתיפתרנה בניסוי וטעיה ע”י שינוי של 10 מעלות לכאן או לכאן בטמפרטורת הראש, או שינוי קל במהירות ההדפסה. הפילמנט מתוצרת אחרת מאשר קודמו, משהו במערכת המכנית נשחק – כאמור, ניסוי וטעיה.
בתוכנה החינמית CURA בה אני משתמש להכנת הקובץ להדפסה, מוצעים כמה פתרונות ל- stringing, כמו לדוגמא שימוש בפקודות כמו enable retraction, שמשמעותה משיכת הפילמנט אחורה לפני דילוג באוויר:
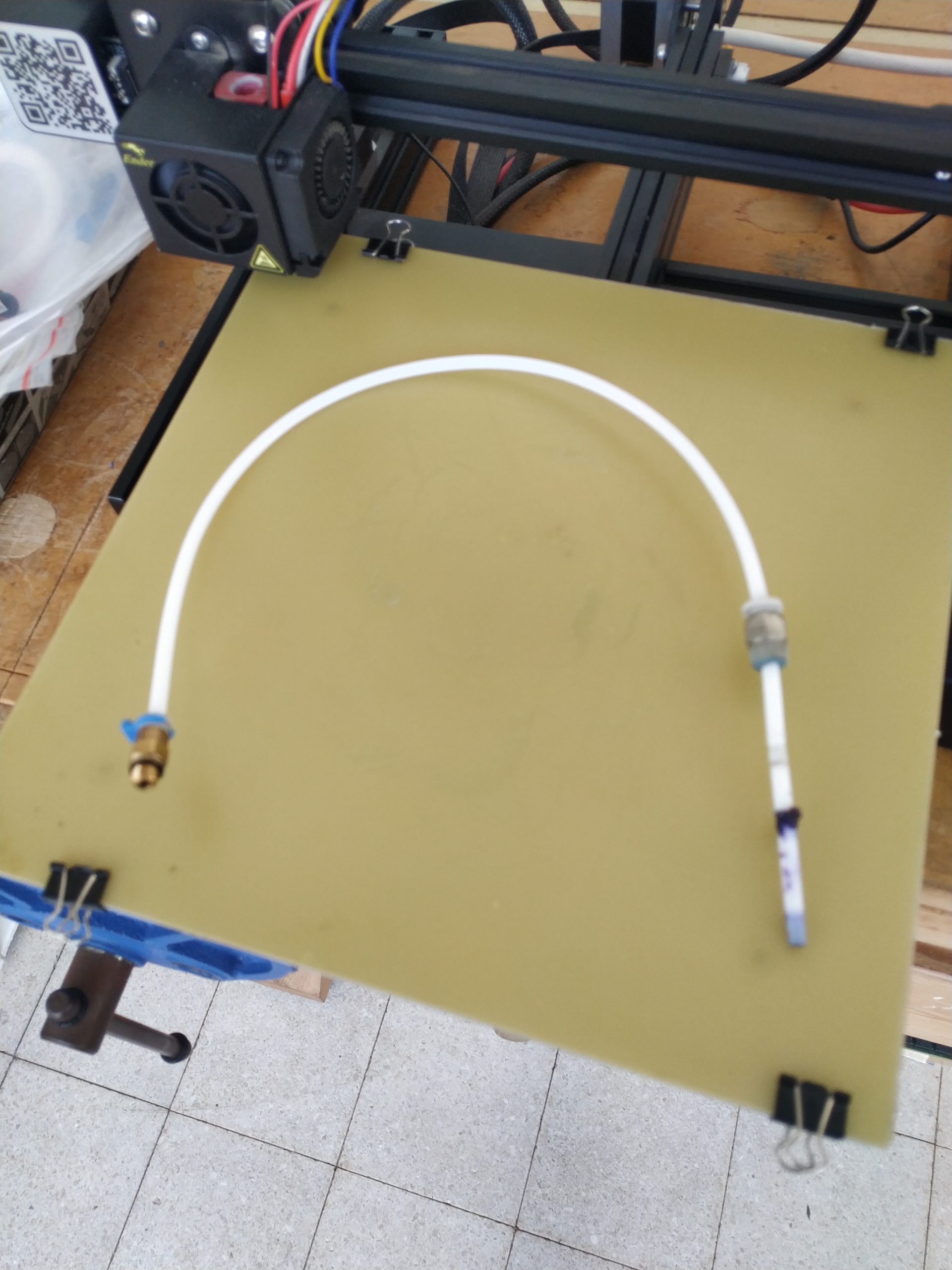
אחרי שמשחקים בהגדרות אלו עזרו, אבל לא מספיק, הגעתי לסירטון הבא שהצביע על מקור אחר לבעיה – צינור הטפלון המזין את ראש ההדפסה. קיצור הצינור ב- 2 ס”מ (או החלפתו אם אי אפשר לקצר יותר) – ואכן המצב השתפר, ונפתרה עוד בעיה – גושים קטנים של חומר שהיו נתקעים בכל מיני מקומות על הדגם המודפס. בצילום (סליחה על הפוקוס שברח) נראה מימין קצה הצינור שאכן דרש טיפול. עוד לעניין אותו סירטון – החלפתי את המאוורר הקידמי בראש ההדפסה, שאחת משיניו היתה שבורה, הרעיש, וכנראה לא קירר כמו שצריך (שלא כמינהגי, הפעם כמעט ולא צילמתי – לקח לי זמן להבין שיש פה מספיק תקלות שיצדיקו פוסט חדש).
פה כבר הבנתי שהעסק הולך ומתרועע לו (מלשון רעוע). זמן לקחת צעד אחורה ולראות מה עוד יצא כאן מאיפוס. הנה סירטון עם צ’ק ליסט מסודר מה לבדוק ומה למתוח:
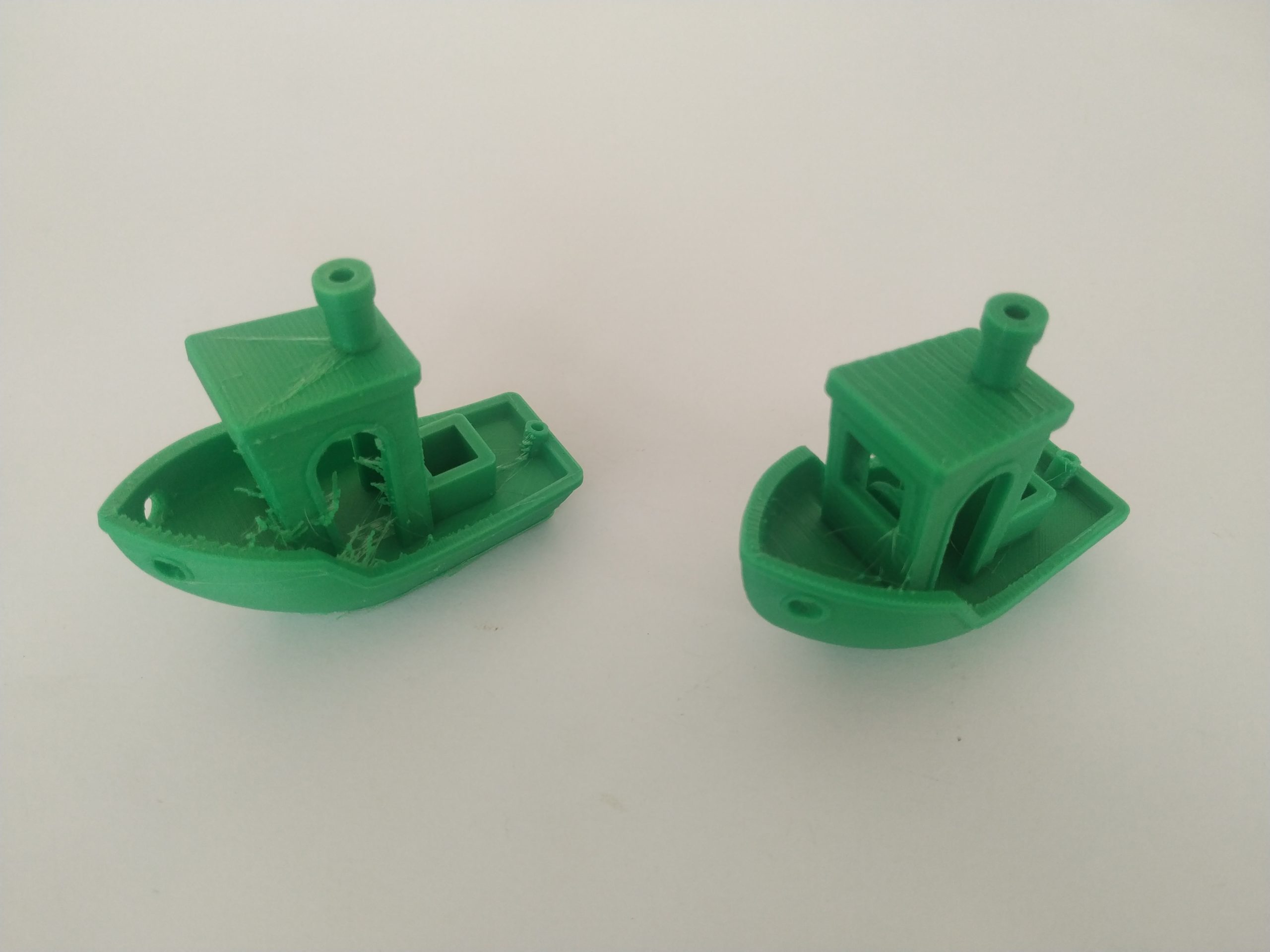
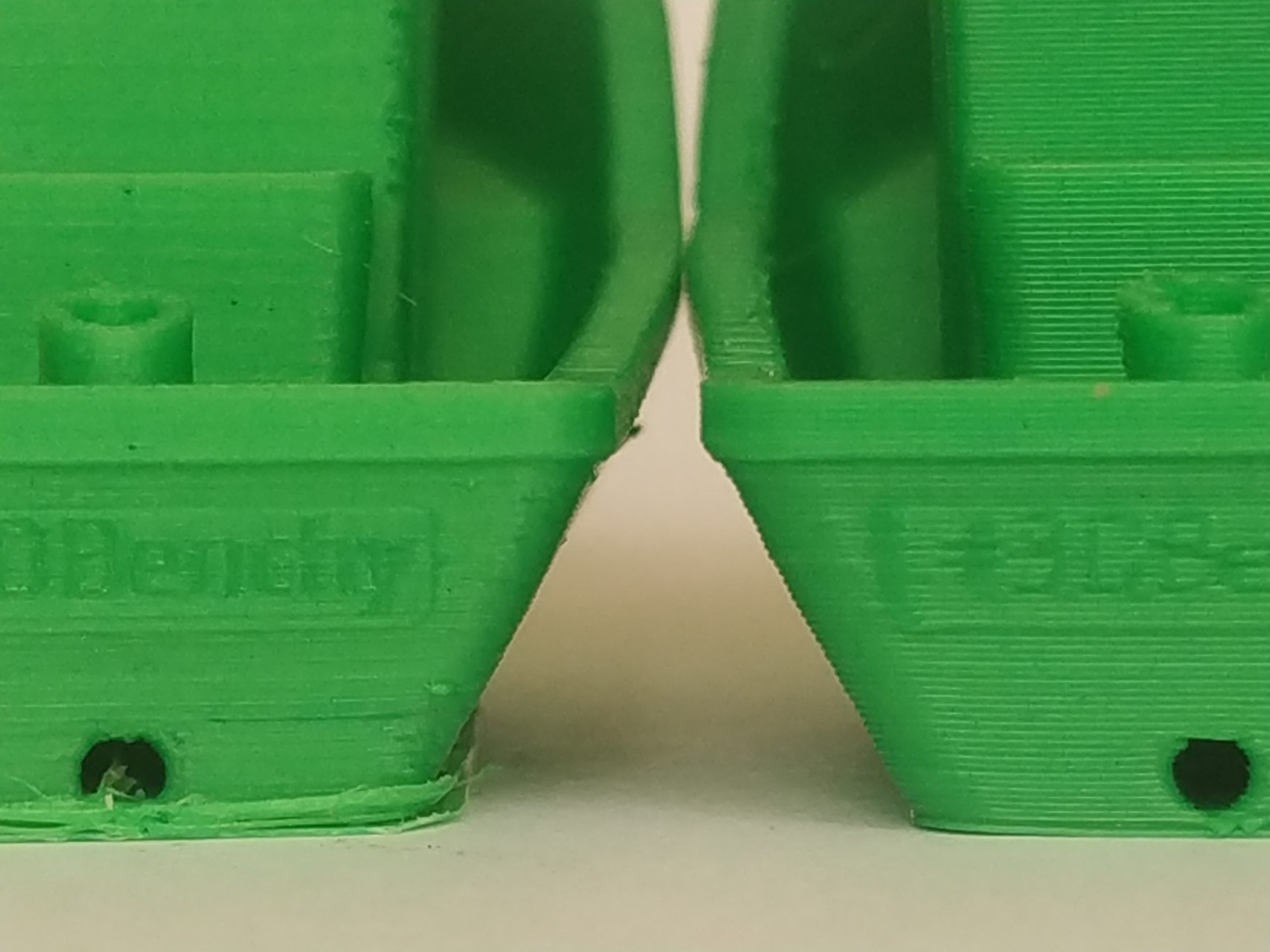
הסירה הזאת יותר מתוחכמת ממה שהיא נראית. בסירטון הבא הסבר איך להבין ממנה מה במדפסת דורש כיול. פירוט נוסף באתר 3dbenchy.com. בצילומים הבנצ’י הירוק שהדפסתי לבדיקת המדפסת, ויצא די בסדר, עוד צריך לעבוד קצת על ה- stringing (דיזה 0.4 מ”מ, עובי שכבה 0.2 מ”מ).



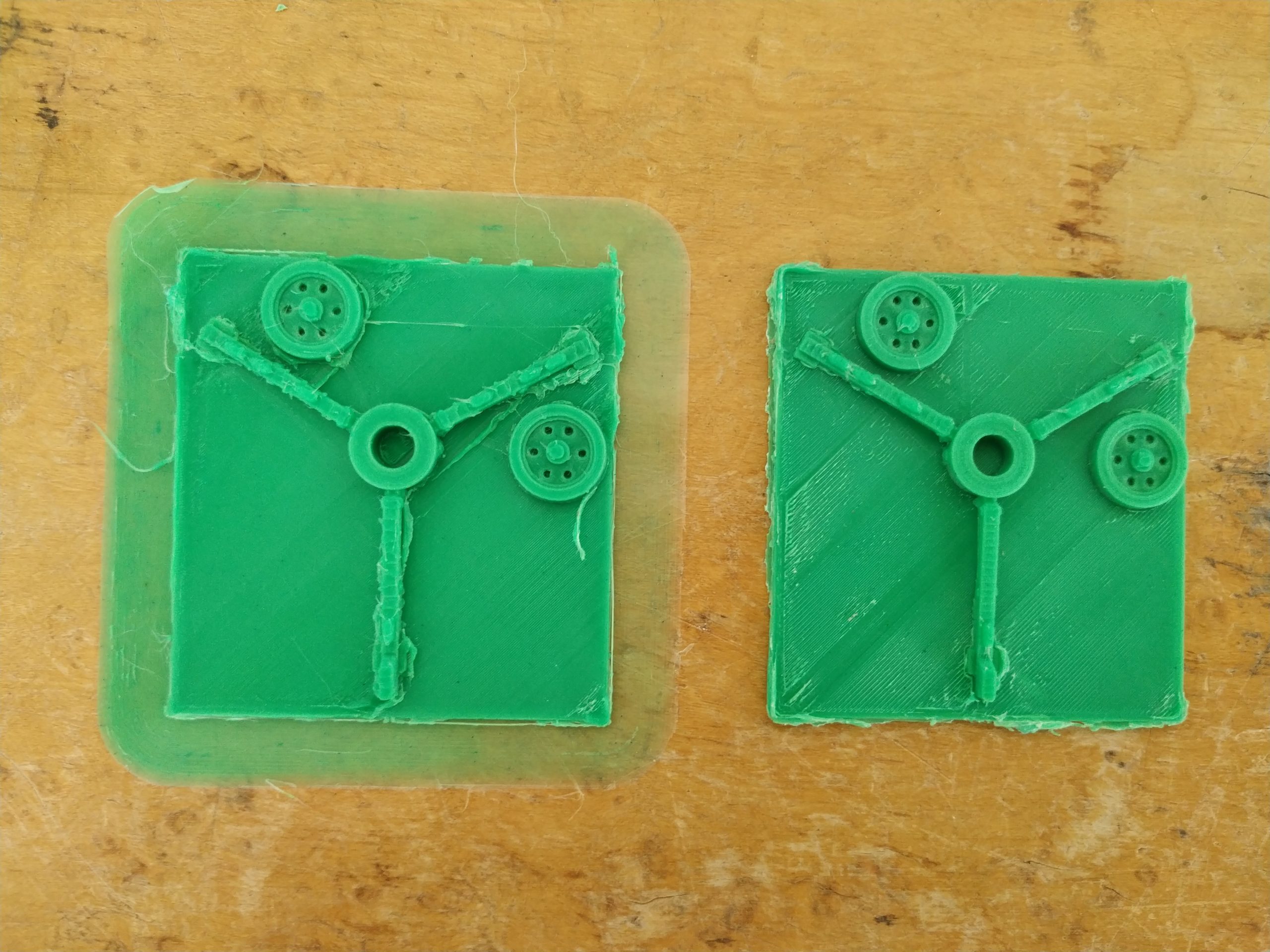
בסירטון הבא מודגם שימוש בפונקציית ironoing (גיהוץ) של השכבה העליונה. בצילום למטה החלק השמאלי הודפס תוך שימוש בפונקציית גיהוץ, מה שהעלים את הפסים שהיו במשטח שבחלק הימני, אך כנראה גרם בעיות אחרות בחלקים הבולטים מעל פני המשטח – גיהץ ומרח גם את הפרטים שלהם, ואת שאריות ה-PLA שהסתננו לדגם. יש מה לעשות, אפשר להגדיר אזורים שונים בדגם שעליהם יחולו הוראות הדפסה שונות, אבל אני עדיין לא שם. יש לי הרגשה שהדיזה הקטנה (0.2 מ”מ) נשחקה ומוציאה יותר מדי חומר. אדפיס בהמשך benchy נוסף עם הדיזה הקטנה. התמונה עם ה- stringing למעלה וסירת ה-benchy, הודפסו באותו יום ובאותו פילמנט, אבל עם דיזה אחרת.
קילוף לא זהיר של ה”פיגומים” הנושאים את ההדפסה, כבר עלה לי לא פעם בשבירת חלקים של האלמנט המודפס. הכלי הראשון בסירטון הבא הוא מין מלחם עם ראשים מתחלפים. אנחנו בעד כלים פשוטים ולילד יש במקרה מלחם לעבודות אלקטרוניקה, עם וסת טמפרטורה וכמה ראשים שונים. כיוונתי את המלחם ל- 200 מעלות, טמפרטורת ההתכה של PLA, לא ממש הסתדרתי איתו.

בשלב הבא הודפסה סירת benchy נוספת, דיזה 0.2 מ”מ, עובי שכבה 0.08 מ”מ, משמאל בתמונות הבאות, לצד קודמתה. עובי השכבות דק יותר, מה שממתן את ה”מדרגות”. חוטי ה- stringing עבים יותר, מה שחיזק את החשש שהדיזה נשחקה
דיזה, עשויה פליז כמובן ולא פלדה (אלא אם אתם מדפיסים עם פילמנטים שמשולבים בהם חומרים שוחקים), אפשר לקנות בכמה שקלים בעליאקספרס ולחכות חודשיים למשלוח. אפשר גם לקנות ב- 15 ש”ח בחנות הנמצאת במרחק עשר דקות רכיבת אופניים מביתכם, לקבל במקום את החלק הדרוש ולהתקין אותו בו ביום במקום החלק המקולקל, לקיים מצוות פרנסת עסק קטן, וגם לקבל כמה עצות שימושיות על הדרך (תודה למוראל מהסירטון לעיל על הסבלנות, בחודש האחרון קניתי אצלו פיצ’פקעס 3 פעמים).
סירת benchy נוספת, השמאלית בצילום, הודפסה עם דיזה 0.2 מ”מ חדשה. נראה שהחלפת הדיזה פתרה את ה-stringing, אבל נראה שמשהו השתבש בהגדרות הקובץ, ובסיפון האחורי חסרה השכבה העליונה.

ו… מרפי תמיד צודק. ההדפסה הראשונה לאחר העלאת הפוסט התחילה עם חוטים, ושעתיים אחר כך הפסיקה הדיזה להוציא פילמנט.
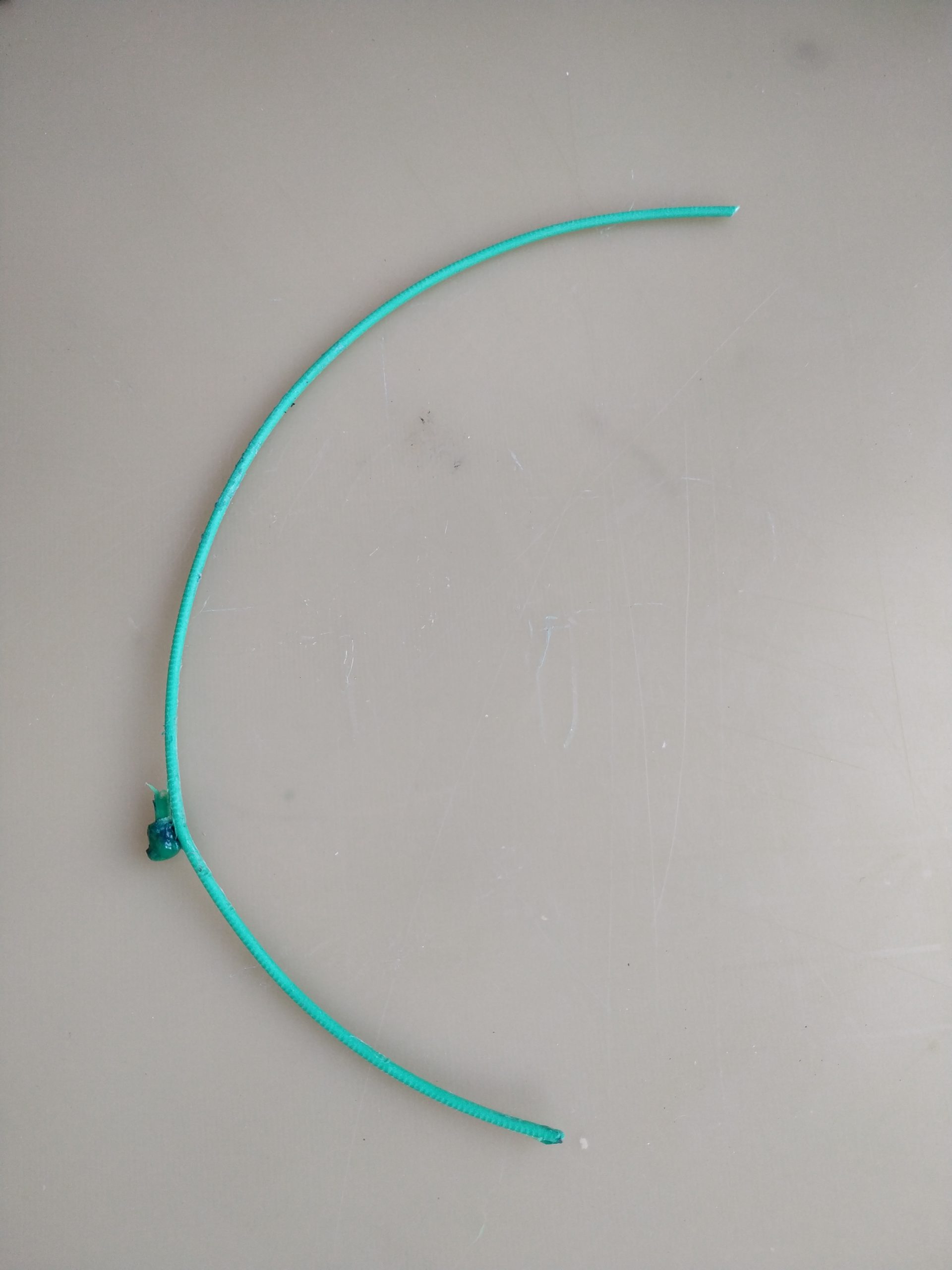
שוב חיפוש בד”ר יוטיוב, ונמצא מקום הסתימה – בתוואי מעבר הפילמנט דרך צלעות הקירור שמעל גוף החימום. נעשה שימוש בפיסת פילמנט כחוטר שהוכנס קדימה ואחורה עד שיצא הגוש שחסם את המעבר


פוסט מצויין ומועיל מאוד. בוודאות מתאר את המציאות בעבודה עם מדפסת תלת מימד של עלות נמוכה. בטוח אשתמש בחלק מהדברים בתחזוקת המדפסת שלי.